
1. Khái quát về công trình thủy lợi - Phun phủ kẽm bảo vệ bề mặt kết cấu thép
Tiêu chuẩn quốc gia TCVN 8646:2011 về Công trình thủy lợi - Phun phủ kẽm bảo vệ bề mặt kết cấu thép và thiết bị cơ khí là một bước tiến quan trọng, đưa ra những yêu cầu kỹ thuật chặt chẽ và hiện đại hóa so với tiêu chuẩn trước đó, 14TCN 188:2006. Việc chuyển đổi này đã được thực hiện theo quy định tại khoản 1 điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật năm 2006, đồng thời tuân thủ điểm a, khoản 1 điều 7 của Nghị định 127/2007/NĐ-CP.
TCVN 8646:2011 không chỉ đưa ra các yêu cầu về phương pháp phun phủ kẽm mà còn tập trung vào việc bảo vệ bề mặt kết cấu thép và thiết bị cơ khí một cách toàn diện. Những thay đổi này đã giúp nâng cao chất lượng và hiệu suất của các công trình thủy lợi, đảm bảo rằng chúng sẽ chịu được tác động của môi trường và thời gian một cách hiệu quả. Bằng cách áp dụng TCVN 8646:2011, ngành công nghiệp có thể đạt được sự đồng đều và đồng nhất trong quá trình phun phủ kẽm, từ đó tăng cường tính ổn định và độ bền của các kết cấu thép. Điều này không chỉ làm tăng khả năng chống ăn mòn mà còn giảm thiểu rủi ro về sự hỏng hóc và giảm chi phí bảo trì sau này.
Tiêu chuẩn quốc gia TCVN 8646:2011 là một tác phẩm đặc sắc, được biên soạn bởi Trung tâm Khoa học và Triển khai Kỹ thuật Thủy lợi, một tổ chức hàng đầu thuộc trường Đại học Thủy lợi. Sự đóng góp của đội ngũ chuyên gia và nhà nghiên cứu đến từ trung tâm này không chỉ là nguồn lực chất lượng mà còn là bảo đảm uy tín và độ chính xác của tiêu chuẩn. Tiêu chuẩn này không chỉ đơn thuần là một bộ quy tắc kỹ thuật, mà còn phản ánh sự nỗ lực và sự cam kết của Bộ Nông nghiệp và Phát triển nông thôn trong việc nâng cao chất lượng công trình thủy lợi. Sự đề nghị từ Bộ này và sự thẩm định chất lượng từ Tổng cục Tiêu chuẩn Đo lường là một dấu hiệu rõ ràng về tính chính thức và tính xã hội của tiêu chuẩn.
Quyết định 362/QĐ-BKHCN 2011 của Bộ Khoa học và Công nghệ, công bố tiêu chuẩn này, chính thức đưa nó vào hệ thống tiêu chuẩn quốc gia, mở ra một kỷ nguyên mới trong quản lý và thực thi các tiêu chuẩn kỹ thuật trong lĩnh vực thủy lợi. Điều này không chỉ là một bước quan trọng mà còn là sự đánh dấu cho sự phối hợp mạch lạc giữa các cơ quan chính trị và các tổ chức nghiên cứu trong việc xây dựng cơ sở hạ tầng quốc gia. Tiêu chuẩn quốc gia TCVN 8646:2011 đã thiết lập một bản chuẩn chất lượng không thể phủ nhận về phun phủ kẽm, đặt ra các yêu cầu kỹ thuật cơ bản quan trọng đối với bề mặt kết cấu thép và thiết bị cơ khí trong lĩnh vực công trình thủy lợi. Điều này không chỉ là một khía cạnh kỹ thuật, mà còn là biểu tượng của sự chuyên sâu và tính toàn diện trong việc bảo vệ và duy trì cơ sở hạ tầng quan trọng này.
Trong TCVN 8646:2011, không chỉ xác định rõ các loại vật liệu kẽm và thiết bị phun phủ, mà còn tạo ra cơ hội cho sự sáng tạo và áp dụng những chủng loại khác nhau. Điều quan trọng là, khi quyết định sử dụng vật liệu hoặc thiết bị khác ngoài phạm vi tiêu chuẩn, bản vẽ thiết kế phải được chú thích rõ ràng, đảm bảo tính minh bạch và đồng nhất trong quá trình xây dựng. Quy định này không chỉ là về việc áp đặt các yêu cầu kỹ thuật mà còn là về việc khuyến khích sự sáng tạo và linh hoạt trong lĩnh vực này. Bằng cách này, TCVN 8646:2011 không chỉ là một bộ tiêu chuẩn mà còn là một tài liệu hướng dẫn, thách thức ngành công nghiệp thủy lợi hướng tới sự tiến bộ và hiệu suất tốt nhất.
2. Yêu cầu chung về kỹ thuật phun phủ kẽm được quy định thế nào?
Dựa trên tiểu mục 3.1 của Mục 3 trong Tiêu chuẩn quốc gia TCVN 8646:2011, các quy định về yêu cầu kỹ thuật cho việc phun phủ kẽm đã được đề cập như sau, đồng hành cùng sự chặt chẽ và chi tiết để đảm bảo chất lượng tối đa:
- Máy phun phủ phải kiểm tra mác thép, độ cứng và kích thước của vật liệu chi tiết cần phun phủ để lựa chọn công nghệ phun thích hợp, tạo ra một lớp phủ vững chắc và đồng đều.
- Các bề mặt chi tiết sau khi được làm sạch cần phải được phun phủ ngay, không để lâu quá sau 2 giờ. Bề mặt không được phun phủ phải được che chắn bảo vệ, đặc biệt là bề mặt ren, vít và các chi tiết khác.
- Đối với các chi tiết có dạng hình tròn và được phun phủ bằng máy, tốc độ quay của chi tiết phải được duy trì trong khoảng từ 6 m/min đến 20 m/min đối với mặt ngoài và từ 20 m/min đến 23 m/min đối với mặt trong. Sự điều chỉnh tốc độ chạy của súng phun phải dựa trên chiều dày lớp phun, như được quy định trong bảng 1.
Bảng 1: Tốc độ quay của chi tiết và dịch chuyển của đầu phun
| Đường kính chi tiết mm | Số vòng quay chi tiết r/h | Tốc độ dịch của súng phun mm/r |
| Từ 10 đến 30 Từ 31 đến 60 Từ 61 đến 100 Từ 101 đến 200 Từ 201 đến 300 Từ 301 đến 400 | 160 80 60 30 15 10 | 2,5 1,7 1,7 1,2 1,2 1,2 |
- Đối với những chi tiết có dạng khác hình tròn, sử dụng súng phun cầm tay để phun vào toàn bộ bề mặt chi tiết, tạo ra một lớp phủ chống ăn mòn và bảo vệ hiệu quả.
- Khi tiến hành phun phủ trên các bề mặt phẳng, quá trình nên áp dụng đầu phun theo góc thẳng đứng với bề mặt, với khả năng điều chỉnh góc từ 45 độ trở lên so với bề mặt. Điều này giúp đảm bảo sự chính xác và hiệu quả của quá trình phun.
- Tại những vị trí chuyển tiếp đột ngột của chi tiết, quá trình phun phủ cần được thực hiện trước, đảm bảo chiều dày khoảng từ 1/3 đến 1/2 chiều dày quy định. Điều này không chỉ giúp duy trì sự đồng đều trong lớp phủ mà còn đảm bảo tính thẩm mỹ và chất lượng cao.
- Đề xuất việc thực hiện quá trình phun phủ một lần để đạt được chiều dày quy định. Trong suốt quá trình này, nhiệt độ của chi tiết cần được duy trì trong khoảng từ 10 độ C đến 80 độ C, đảm bảo quy trình diễn ra hiệu quả và mang lại kết quả lớp phủ chất lượng cao.
- Tại đầu phun, áp suất khí nén được duy trì ổn định là 6 bar, đồng thời đảm bảo rằng lượng dao động không vượt quá mức 1 bar. Điều này đặt ra một tiêu chuẩn cao về độ chính xác và ổn định của quá trình phun phủ.
- Để tối ưu hóa công suất đầu phun, điện áp hồ quang được duy trì trong khoảng từ 30 V đến 40 V, đồng thời cường độ dòng điện phun được chọn sao cho phù hợp với yêu cầu của đầu phun. Điều này giúp đảm bảo hiệu suất cao và chất lượng lớp phủ.
- Trong trường hợp sử dụng đầu phun bằng khí cháy axêtylen và ôxy, việc chọn tỷ lệ hỗn hợp khí cháy O2/C2H2 là quan trọng. Tỷ lệ nằm trong khoảng từ 1,1 đến 1,2, đảm bảo hiệu quả cao và an toàn trong quá trình phun.
- Dưới điều kiện thời tiết khắc nghiệt như mưa, không được phun phủ kẽm để tránh ảnh hưởng đến chất lượng của lớp phủ. Ngoài ra, độ ẩm không khí trong quá trình phun nên được duy trì dưới mức 80%, giúp đảm bảo sự bám dính tốt và chống ăn mòn hiệu quả.
3. Quy định về kiểm tra bề mặt lớp phun phủ kẽm bảo vệ bề mặt kết cấu thép
Tại Mục 6 của Tiêu chuẩn quốc gia TCVN 8646:2011, quy định về việc kiểm tra bề mặt của lớp phun phủ kẽm để đảm bảo chất lượng và hiệu suất của kết cấu thép, các biện pháp kiểm tra được mô tả chi tiết như sau:
- Chiều dày của lớp phun phủ được kiểm tra bằng thước cặp có độ chính xác 0,02 mm hoặc sử dụng phương pháp siêu âm. Điều này nhấn mạnh vào sự đồng đều và chính xác của chiều dày, quan trọng để đảm bảo khả năng bảo vệ và chống ăn mòn của lớp phủ.
- Quy trình kiểm tra độ bám của lớp phun phủ được thực hiện thông qua mẫu thí nghiệm, với các chi tiết như sau:
+ Mẫu thí nghiệm kéo được làm từ vật liệu thép C45 có tiết diện 37 mm x 45 mm, theo sơ đồ và phương pháp thí nghiệm trong Phụ lục A.
+ Mẫu thí nghiệm độ bám trượt có dạng hình trụ với đường kính bề mặt là F(28 ± 0,01) và sử dụng vật liệu thép C45. Mẫu được phun phủ theo quy trình công nghệ để đạt kích thước sau khi phun là F(33 ± 0,01).
+ Mẫu thí nghiệm đặt trên máy thí nghiệm kéo và nén, và ứng suất bám trượt được tính toán theo công thức: t = Pn/F. Trong đó, t là ứng suất bám trượt (MPa), Pn là lực nén (N), và F là diện tích tiết diện (mm2) được tính bằng p.D.h.
+ Trong công thức ứng suất bám trượt, biểu thức được thể hiện như sau:
F=p⋅D⋅h
Trong đó:
D là đường kính của mẫu, với giá trị cụ thể là D=28 mm.
h là chiều dài của phần lớp phun phủ, với giá trị là h=13 mm.
+ Mẫu kiểm tra cường độ chịu kéo được thiết kế với 2 ống hình trụ, theo phương pháp thí nghiệm được chi tiết trong Điều A.2 của Phụ lục A. Quy trình này không chỉ là sự đổi mới mà còn là sự chắc chắn trong việc đảm bảo độ chính xác và đồng nhất trong việc đo lường cường độ chịu kéo.
+ Mẫu để đo độ bền nén của lớp phun phủ là một sáng tạo đáng chú ý. Bằng cách phun lớp phun lên bề mặt lõi thép và sau đó gia công cho đến khi chỉ còn lại lớp phun có kích thước đường kính trong Ft = (13 ± 0,01) mm và đường kính ngoài Fn = (26 ± 0,01) mm, mẫu trở nên độc đáo và đầy thử thách. Đưa lên máy thí nghiệm kéo nén để thử, lực chịu nén được xác định bằng ứng suất nén lớn nhất khi vết nứt xuất hiện. Điều này là một cách đột phá và hiệu quả để đo lường độ bền nén của lớp phun phủ.
- Để đo lường ứng suất dư của lớp phun phủ một cách chính xác và hiệu quả, chúng ta lựa chọn phương pháp Rơngen, một công nghệ tiên tiến mang lại những thông tin quan trọng về sự thay đổi trong cấu trúc tinh thể. Qua kết quả tính toán khoảng cách giữa hai mặt phẳng trong tinh thể, chúng ta có thể xác định được ứng suất dư đặc biệt trong lớp phun.
Công thức tính ứng suất dư như sau:
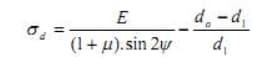
Trong đó:
E là mô đàn hồi của lớp phun phủ, được tính bằng MPa.
m là hệ số Poát xông, đóng vai trò quan trọng trong quá trình đo lường.
d0 là khoảng cách giữa hai mặt khi góc chụp q=620 và y=450 được đo bằng mm.
d1 là khoảng cách giữa hai mặt khi góc chụp q=620 và y=810 được đo bằng mm.
- Để đánh giá độ chịu mài mòn của lớp phun phủ một cách toàn diện, chúng ta cần sử dụng mẫu thử nghiệm đa dạng và lựa chọn phương pháp đo phù hợp. Có thể áp dụng các thiết bị đo phổ biến như máy đo AMSLER, hoặc các máy đo khác với tính năng tương tự, đang được sử dụng rộng rãi tại Việt Nam. Các bước thử đo độ mài mòn được thực hiện theo cách kiểm tra độ mài mòn của các chi tiết thép, tạo ra sự linh hoạt và dễ áp dụng.
- Kết quả của quá trình kiểm tra sẽ được so sánh với yêu cầu kỹ thuật trong thiết kế để đánh giá chất lượng của công tác phun phủ. Trong những trường hợp không có yêu cầu kỹ thuật cụ thể được ghi trong đồ án thiết kế, có thể tham khảo kết quả được quy định để đánh giá các chỉ tiêu như độ bền nén, ứng suất phun và đặc biệt là độ chịu mài mòn của lớp phun phủ. Quá trình này không chỉ giúp đánh giá chất lượng mà còn tạo ra cơ hội để tối ưu hóa hiệu suất của lớp phun phủ trong các ứng dụng thực tế.
Ngoài ra, có thể tham khảo: Dụng cụ dùng để xác định độ thấm nước của đất xây dựng công trình thủy lợi. Còn khúc mắc, liên hệ 1900.6162 hoặc gửi email tới: lienhe@luatminhkhue.vn để được hỗ trợ. Xin cảm ơn.











